Лазерная резка металла в Краснодаре и Краснодарском крае
- Высокая точность — до ±0,03мм, возможность изготовления деталей сложной конфигурации.
- Минимальные потери материала — ширина реза около 0,2 мм.
- Отсутствие деформации — нет механического воздействия на заготовку.
- Чистые кромки — не требуется дополнительная обработка.
- Скорость — до 60 м/ч в зависимости от материала и толщины.
- Универсальность — работа с разными металлами и сплавами.
Лазерная резка металла: технология, принципы, преимущества
Суть технологии
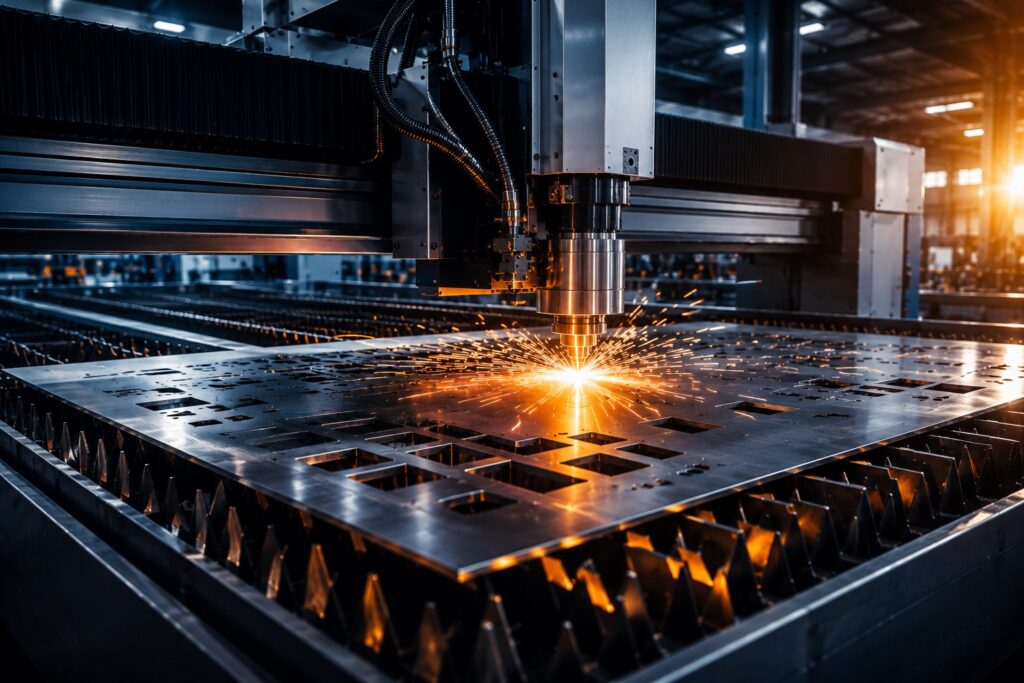
Лазерная резка — это высокоточный метод обработки металла, при котором материал разделяется сфокусированным лазерным лучом высокой мощности.
В зоне воздействия луч:
- нагревает металл до температуры плавления и испарения;
- локально удаляет материал по заданной траектории;
- формирует узкий рез с минимальными потерями материала.
Процесс управляется ЧПУ — компьютерной системой, которая обеспечивает точность и повторяемость операций.
Принцип работы
- Генерация луча — источник излучения (волоконный, газовый или твердотельный лазер) создаёт мощный световой поток.
- Фокусировка — система линз и зеркал концентрирует луч до микронных размеров (диаметр пятна — 0,1–0,2 мм).
- Нагрев и плавление — луч локально нагревает металл, вызывая его плавление и испарение.
- Удаление расплава — вспомогательный газ (кислород, азот, аргон) выдувает расплавленный металл из зоны реза.
- Перемещение головки — координатный стол или подвижная режущая головка двигает луч по заданному контуру.
- Контроль процесса — датчики и ПО отслеживают параметры резки (мощность, скорость, фокус).
Основные режимы резки
- Непрерывный (CW) — постоянная мощность луча. Оптимален для толстых листов углеродистой стали (с кислородом) и нержавейки/алюминия (с азотом).
- Импульсный (PW) — энергия подаётся импульсами. Снижает термическое воздействие, подходит для тонких листов и сложных контуров.
Обрабатываемые материалы и толщины
- углеродистая сталь: 0,2–30 мм;
- нержавеющая сталь: 0,2–40 мм;
- алюминиевые сплавы: 0,2–25 мм;
- латунь: 0,2–12,5 мм;
- медь: 0,2–16 мм.
Минимальная ширина реза: 0,1–0,2 мм.
Ключевые преимущества
- Высокая точность — погрешность до ±0,1 мм, возможность изготовления деталей сложной геометрии.
- Минимальные потери материала — узкий рез снижает отходы.
- Отсутствие механического воздействия — нет деформации заготовки, можно резать тонкие и хрупкие детали.
- Чистые кромки — минимальная постобработка (часто не требуется шлифовка).
- Скорость — до 30 м/мин для тонколистовой стали.
- Гибкость — быстрая смена чертежей (достаточно загрузить файл в ЧПУ).
- Универсальность — один станок режет разные металлы и толщины.
Оборудование
Основные компоненты лазерного станка:
- Источник излучения (волоконный, CO₂, твердотельный лазер);
- Оптическая система (линзы, зеркала, фокусирующая головка);
- Координатный стол (для перемещения заготовки или головки);
- Система подачи газа (сопла, регуляторы давления);
- ЧПУ (программное обеспечение для управления процессом);
- Система охлаждения (теплообменник или холодильная установка).
Области применения
- производство металлоконструкций;
- изготовление деталей машин и оборудования;
- создание рекламных конструкций и декоративных элементов;
- мелкосерийное и штучное производство;
- аэрокосмическая и автомобильная промышленность;
- производство медицинских инструментов.
Важные параметры резки
- Мощность лазера — определяет максимальную толщину материала.
- Скорость резки — согласуется с мощностью и типом металла.
- Фокусное расстояние — влияет на ширину реза и качество кромки.
- Тип и давление газа — зависит от материала (кислород для стали, азот для нержавейки/алюминия).
- Частота и длительность импульсов (в импульсном режиме) — для точной обработки тонких листов.
Типичные дефекты и их причины
- Грат (наплыв) — недостаточное давление газа, высокая скорость, неоптимальный фокус.
- Неполное прорезание — низкая мощность, высокая скорость, большое фокусное расстояние.
- Широкий рез — избыточная мощность, низкая скорость, неправильный фокус.
- Отклонение от перпендикулярности — неверный фокус или мощность, неравномерная подача газа.
Почему выбирают лазерную резку
- экономия на оснастке (не нужны пресс‑формы или штампы);
- быстрая перенастройка под новые задачи;
- возможность создания сложных контуров (острые углы, мелкие отверстия от 0,5 мм);
- малая зона термического влияния (до 0,5 мм), сохраняющая свойства материала;
- высокая производительность при серийном